
機床介紹
WXK-650AZ高精密重型數控螺紋銑床是本公司在WXK-500KZ的基礎上充分研究和開發,綜合分析了國內和國外的同類產品優越性和存在缺點綜合設計開發的一代新產品,該產品適合于加工外徑在100-650之間,長度在2500之內的軋輥。加工月牙槽直徑在φ6~φ60之內的各種槽型,符合GB1499-2018標準。該產品可按客戶的任意角度要求自動切削不同的旋向,跳槽,等分等。可根據客戶的要求制作各種精軋螺紋。雕銑頭根據客戶要求制作各種高標和防偽標記等。產品自動化程度高,功能齊全,一機多用,滿足客戶的加工要求。適合加工超高硬度大規格的碳化鎢輥環和高速鋼軋輥、復合輥等。
技術特點說明
WXK-650AZ型高精密重型數控軋輥月牙槽機床具有自動化程度高、加工精度高、切削效率高、操作安全可靠等優點,機床滿足銑槽、跳槽、刻字在一次裝夾中完成,不需要二次裝夾軋輥。
該機床床身采用獨立四道導軌,整體鑄造,剛性好,床身導軌采用超音頻淬火硬度HRC48-52,耐磨度高使用壽命長,整機精度穩定,不易變形等優點。適合加工超高硬度大規格的碳化鎢輥環和高速鋼軋輥、復合輥等。
床頭箱主軸采用雙列圓柱滾子軸承,承載大剛性好,可調整徑向間隙,保證工件運轉平穩性等特點。工件旋轉軸采用球型蝸桿傳動,精度高低速扭矩大,有足夠扭矩保證大規模的切削的承載力量。
飛刀機構通過6級精度研磨無間隙齒輪將動力傳遞給飛刀銑頭主軸,達到增加輸出力矩以保證大規格螺紋銑削順利進行。由于高精度無間隙斜齒輪本身傳動穩定精度高、接觸面積大承載能力強、沒有相對位移等特點。同時齒輪表面進行超音頻淬火齒面硬度高(齒面硬度為HRC52-55)、耐磨等,潤滑條件良好能夠保證長期齒面不易磨損和傳動力矩大更能保證機床壽命。
(尾頁附飛刀結構截圖)
尾架采用整體自動移動方式,無需人工手搖移動,減少工人勞動強度節省工時,尾架套筒采用復合式傳動方式,套筒尾架主軸,軸承采用雙列圓柱滾子軸承,承載大剛性好,可調整徑向間隙等優點(高精密重型數控軋輥車床上使用)。
雕銑軸采用電主軸(我廠定制專供:剛性足、受力均勻、散熱性好、配置高)直接安裝無過度連接,可以在不同材質軋輥上任意雕刻。
機床大拖板縱向移動采用高精度滾珠絲桿傳動,軸承采用進口軸承,傳動精度高,剛性好,系統可以獨立和聯動控制,實現一道孔型到下一道孔型的高精度自動移位。
本機床進刀軸采用單獨控制,實現銑槽和雕刻的獨立性(無需機械或電氣切換)。與機床各功能部位之間無干涉現象,實現軋輥滿行程加工。
本機床電器箱有專業空調裝置,可以在惡劣環境中確保電器元件的正常運行延長電器的使用壽命。
本機床電氣配置采用全套原裝西門子828D六軸數控系統,全套原配伺服和驅動器,保證系統和伺服的性能的正常運行。
系統內裝載了本公司自主研發的自動編程軟件,只需輸入有關的數據和參數,即可自動生成程序進行加工,無需手工輸入程序,減少了操作者編程過錯造成廢槽的損失。無需操作人員有專業數控基礎即可快速掌握機床的操作(操作界面見附圖)
能實現人工干預暫停加工、利用手持進行工件軸的微調后,并從暫停點開始加工。
確保加工的月牙槽達到GB1499.2-2018標準以及日標、美標、英標、德標等歐美標準。
|
主要規格和技術參數 |
|
|
|
加工軋輥最大直徑 |
650mm |
|
|
最小直徑 |
100mm |
|
|
加工軋輥最大長度 |
2500mm |
|
|
加工輥面最大長度 |
1800mm |
|
|
加工月牙槽規格 |
Φ6~Φ60 |
|
|
頭架主軸卡盤直徑 |
500mm |
|
|
銑削飛刀轉速A軸 |
0~600rpm |
|
|
工件回轉速度 |
0~30rpm |
|
|
雕刻頭電機額定功率 |
2.2Kw |
|
|
雕刻頭電機型號額定轉速 |
DK85/24000rmp |
|
|
冷卻泵電機 |
AB25-120W |
|
|
控制系統 |
西門子828D |
|
|
伺服電機額定功率 |
XI軸 12NM 2.2KW |
|
|
XII軸 12NM 2.2KW |
||
|
Y軸22NM 2.9KW |
||
|
Z軸12NM 2.2KW |
||
|
A軸 30NM 4.5KW |
||
|
B軸 12NM 2.2KW |
||
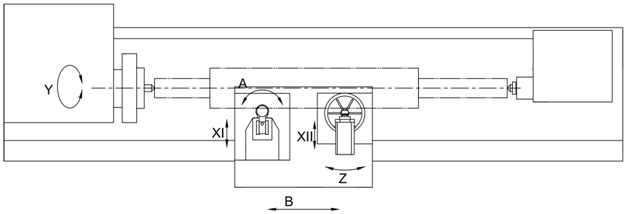
西門子828D六軸示意圖
|
最小編程量及最小進刀量 |
0.001,0.001mm |
|
|
頂尖間最大工件重量 |
5000kg |
|
|
機床外形尺寸 |
6000*2360*1800mm |
|
|
機床工作電源 |
380V,50HZ;15KVA |
|
|
機床重量 |
6800kg |
|
螺紋銑床(液壓漲緊軸版)")



