
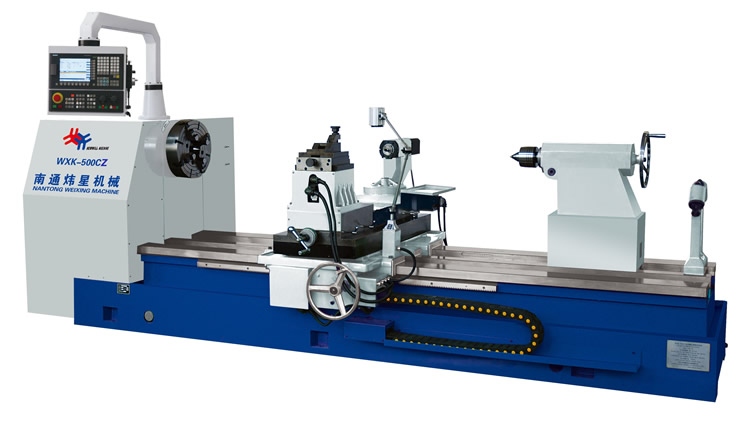
1、機床特點
1.1、高精密重型數控軋輥月牙槽機床具有自動化程度高、加工精度高、切削效率高、操作安全可靠等優點,機床滿足銑槽、跳槽、刻字在一次裝夾中完成,不需要二次裝夾軋輥。
1.2、機床床身為三平行導軌重型軋輥加工機床結構,床身寬度須達910mm,床鞍寬度達810mm,保證機床整體足夠的剛度和抗振性能,以適合銑削高硬度的碳化鎢輥環和高速鋼軋輥、復合輥。
1.3、機床大拖板的縱向移動裝有鎖緊機構,以確保在加工高硬度軋輥或進行大切削加工時不出現因中心偏移造成廢槽。
1.4、飛刀銑削體和擺動銑削體相對安裝,二者不干涉,無須進行再拆卸和裝配零件就能實現銑槽和刻字功能的轉換,亦無須進行電氣切換。
1.4.1飛刀機構通過5級精度研磨無間隙齒輪(齒輪為P5級磨制齒輪,齒面硬度為HRC52-55)將動力傳遞給飛刀銑頭主軸,達到增加輸出力矩以保證大規格螺紋銑削順利進行。由于高精度無間隙斜齒輪本身傳動穩定精度高、接觸面積大承載能力強、沒有相對位移等特點。同時齒輪表面進行超音頻淬火齒面硬度高、耐磨等,潤滑條件良好能夠保證長期齒面不易磨損和傳動力矩大更能保證機床壽命。
1.5、機床床身經過時效處理或完全退火處理,導軌采用中頻淬火處理達到HRC48°-52°,提高其表面的耐磨性能;橫向進刀導軌采用滾動直線導軌,減小摩擦阻尼,提高移動精度。正常使用情況下直線導軌報證10年不磨損。
1.6、雕銑軸采用電主軸(我廠定制專供:剛性足、受力均勻、散熱性好、配置高)直接安裝無過度連接,可以在不同材質軋輥上任意雕刻。
1.7、機床裝配手動對刀機構,并在大拖板縱向移動配備磁柵數顯,保證手動換槽位移準確,消除人為目測造成的碰邊斷刀現象。
1.8、控制采用SINUMERIK_808D_ADVANCED系統,LCD顯示,總線式驅動,能實現任意三軸聯動。全西門子伺服系統,機床4個控制軸均為獨立電機和驅動。系統具有良好的動態品質,所選的伺服系統執行精度高、可靠性好、抗干擾能力強、響應速度快。各運動軸都可以通過電子手輪控制。
1.9、煒星自主開發專用加工軟件,參數界面編程,操作人員無需數控基礎,輕松掌握操作技能。確保加工的月牙槽達到GB1499.2-2018之標準。
1.10、該機床確保加工的月牙槽達到GB1499.2-2018之標準。
1.11、設備具有良好的可操作性、維修性及安全性能,不污染環境及危害人身健康。
2、主要規格和技術參數
|
加工軋輥最大直徑 |
500mm |
|
最小直徑 |
50mm |
|
加工軋輥最大長度 |
2500mm |
|
加工輥面最大長度 |
1800mm |
|
加工月牙槽規格 |
Φ6~Φ50 |
|
加工月牙槽β角度 |
任意 |
|
加工月牙槽跳槽 |
任意 |
|
橫向移動速度(X軸) |
0~6000mm/min |
|
工件旋轉速度(Y軸) |
0~30rpm |
|
擺動頭旋轉速度(Z軸) |
0~50rpm |
|
飛刀銑削速度(A軸) |
0~600rpm |
|
雕刻頭電機型號額定轉速 |
D85 24000rpm |
|
冷卻泵電機 |
AB25-90W |
|
控制系統 |
西門子 808D |
|
伺服電機額定功率 |
X軸 1.75kw |
|
|
Y軸 2.5kw |
|
|
Z軸 1.75kw |
|
|
A軸 3.5kw |
|
最小編程量 |
0.001 |
|
縱向磁柵尺有效測量長度 |
2000mm |
|
光柵精度 |
0.005mm |
|
卡盤形式 |
四爪 |
|
卡盤直徑 |
400mm |
|
機床工作電源 |
380V,50HZ;15KVA |
|
外形尺寸 |
4500×1700×2000mm |
|
機床凈量 |
6.5T |
螺紋銑床(液壓漲緊軸版)")



